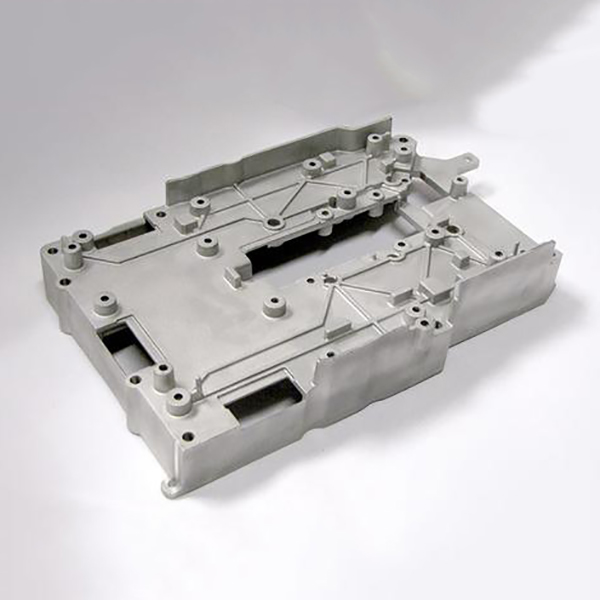
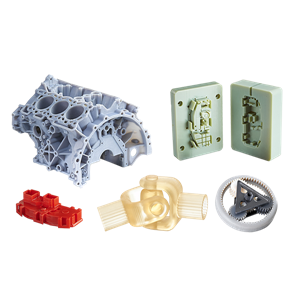
Piezas de fundición a presión OEM




- SHD Precision Tech
- Shenzhen
- 2 semanas
- depende del producto
Espesores de pared variables
Tolerancias más estrictas
Menos pasos desde la materia prima hasta la pieza terminada
Tiempos de ciclo de producción rápidos
Reducción de material desechado
Larga vida útil de la herramienta, especialmente para zinc y magnesio
Parámetro principal:
tipo de producto | Servicio de fundición a presión | |||
Materiales | Aleación de aluminio, aleación de zinc, aleación de magnesio, latón, etc. | |||
Tratamiento de superficies | Anodizado, cepillado, galvanizado, grabado láser, serigrafía, pulido, recubrimiento en polvo, etc. | |||
Tolerancia | ±0.01mm, 100% inspección de calidad de control de calidad antes de la entrega, proporciona un formulario de inspección de calidad; | |||
Equipo de pruebas | MMC; Microscopio herramienta; brazo multiarticulación; Medidor de altura automático; Medidor de altura manual; Medidor de reloj ; Plataforma de mármol; Medida de rugosidad. | |||
Formatos de archivo | STP/PASO/AutoCAD (DXF, DWG), PDF, TIF, etc. | |||
Tipos de procesos de fundición a presión
Los dos procesos de fundición a presión utilizados industrialmente son la cámara caliente y la fundición a presión en cámara fría. Cada uno tiene sus peculiaridades y es aplicable en diferentes escenarios. A continuación se muestra lo que implican los dos tipos de procesos.
Fundición a presión en cámara caliente
El proceso de fundición a presión en cámara caliente es el método perfecto para trabajar con materiales de bajo punto de fusión como aleaciones de zinc, estaño, plomo y magnesio. No es adecuado para aleaciones con un punto de fusión más alto, ya que dañaría la bomba ya que la bomba entraría en contacto directo con el metal. Se trata de fundir el metal e inyectarlo en la matriz usando la presión de un sistema hidráulico.
Fundición a presión en cámara fría
La fundición a presión en cámara fría es el método perfecto para trabajar con materiales de alto punto de fusión como el aluminio. Este proceso es ideal para tales metales ya que la alta temperatura necesaria para derretir el material puede dañar el sistema de bombeo.
El proceso consiste en verter el material fundido en una cámara fría antes de inyectarlo en la matriz. El sistema hidráulico utilizado en un proceso de cámara fría es similar al del proceso de cámara caliente. Sin embargo, podría requerir una presión mayor que oscila entre 2000 y 20000 psi.
Ventajas de la fundición a presión
Las piezas fundidas a presión son fuertes, hechas de metal sólido.
Las piezas de metal se pueden producir en dimensiones complejas
Un molde produce miles de moldes idénticos
Precisión matemática compleja
Acabados de superficie brillantes disponibles
Resistente al calor, a los productos químicos y a la presión.
Proceso de fabricación eficiente y repetible
El método más rápido para crear piezas metálicas en volumen